Analysis of the causes of bubbles and warpage deformation of injection molded products
The gas bubble (vacuum bubble) is very thin and belongs to the vacuum bubble. Generally speaking, if the bubble is found at the moment of mold opening, it is a gas interference problem. The formation of vacuum bubble is due to insufficient filling into the plastic or low pressure. Under the effect of rapid cooling of the mold, the fuel pulling with the cavity joint angle, resulting in volume loss.
Solutions.
(1) Increase the injection energy: pressure, speed, time and material volume, and increase the back pressure to fill the mold plentifully.
(2) Increase the material temperature to flow smoothly. Lower the material temperature to reduce shrinkage, and increase the mold temperature appropriately, especially the local mold temperature in the area of vacuum bubble formation.
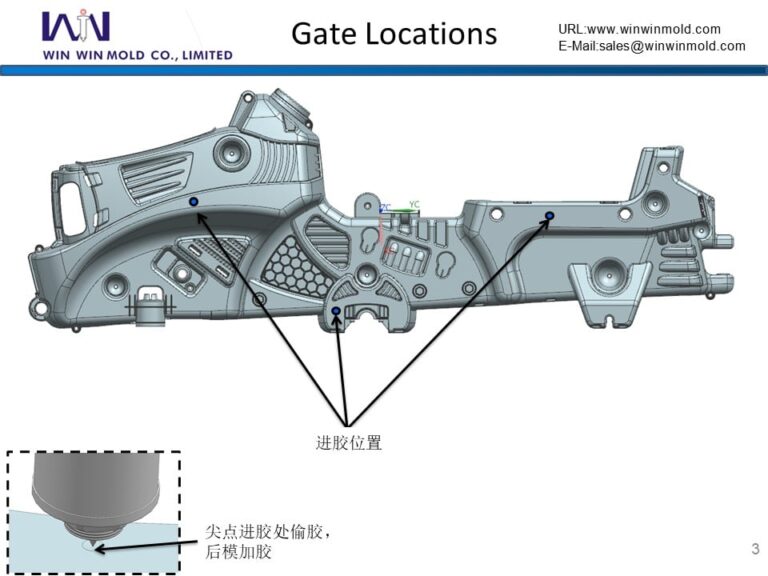
(3) Set the gate in the thick part of the part, improve the flow condition of the nozzle, runner and gate, and reduce the consumption of pressure service.
(4) Improve the mold exhaust condition.
Analysis of the causes of warping and deformation of injection molded products
The deformation, bending and twisting of injection molded products is mainly due to the contraction rate in the flow direction of plastic molding than the vertical direction, so that the contraction rate of the parts are different and warp, and because of the injection filling mold inevitably in the internal residual stress of the parts and cause warping, these are the performance of deformation caused by high stress orientation. Therefore, fundamentally speaking, the mold design determines the warpage tendency of the part, and it is very difficult to suppress this tendency by changing the molding conditions, and the final solution must start from the mold design and improvement. The main aspects of this phenomenon are caused by the following.
1. mold aspects.
(1) The thickness and quality of the parts should be uniform.
(2) cooling system design to make the mold cavity temperature uniform in all parts, pouring system to make the material flow symmetrical to avoid warpage caused by different flow direction, shrinkage rate, appropriate thickening of the more difficult to form part of the manifold, the main flow channel, as far as possible to eliminate the cavity density difference, pressure difference, temperature difference.
(3) The transition area of the thickness of the part and the corner should be smooth enough to have good mold release, such as increasing the release margin, improving the polishing of the mold surface, and keeping the balance of the ejector system.
(4) Exhaust should be good.
(5) Increase the wall thickness of the part or increase the warp resistance direction, and enhance the warp resistance of the part by reinforcement.
(6) The material used in the mold is not strong enough.
2. Plastics.
Crystalline than non-crystalline plastic warpage deformation opportunities, plus crystalline plastic can use the crystallinity with the cooling rate increases and decreases, shrinkage becomes smaller crystallization process to correct warpage deformation.
3. Processing.
(1) injection pressure is too high, the holding time is too long, the melt temperature is too low speed too fast will cause internal stress increases and warpage deformation.
(2) The mold temperature is too high and the cooling time is too short, so that the parts are overheated when the mold is released and the ejection deformation occurs.
(3) Reduce the screw speed and back pressure to reduce the density to limit the internal stress while maintaining the minimum filling volume.
(4) If necessary, perform soft mold deformation or demoulding after demoulding for parts that are easily warped and deformed.