Difference between two-color mold and rubber coated mold
A. Two color mold: a mold in which two plastic materials are injected on the same injection molding machine in two times, but the product is only molded once. Generally, this molding process is also called double material injection molding, which is usually completed by a set of molds and requires a special two-color injection molding machine.
Basic principles of two-color injection mold design:
1. Hard glue makes the first beer, soft glue makes the second beer
2. Transparent beer is the first beer, non transparent beer is the second beer
3. The plastic with high injection molding temperature is used as the first beer, and the plastic with low molding temperature is used as the second beer
The above is the basic principle for making two-color injection mold. In addition, try to touch the sealing glue instead of inserting it, (In most cases, the hard rubber part of the product is injected first, and then the soft rubber part of the product is injected. Because the soft rubber is easy to deform. When ABS/PC, ABS/PC+ABS, and ABS/PMMA are used for two-color injection molding, the PC, PC+ABS, or PMMA with higher temperature need to be injected first. If it is a transparent shell mold, most of the mold structures are inverted.).
Advantages – the molding process is fast, the processed products have a more beautiful appearance, and can process precise two-color or even multi-color (multi-color or multi material injection molding, corresponding barrel and screw plasticizing device need to be added) products; For products that are difficult to be bonded, such as hard glue PA and soft glue TPE, the two-color mold is used for injection molding, which is better than the plastic wrapping mold;

Disadvantages – The two-color injection mold requires a special two-color injection molding machine, but the cost of the two-color injection molding machine is much more expensive than the ordinary injection molding machine. At the same time, the mold structure is more complex, resulting in relatively high mold costs.
B. Cladding mold (secondary molding): two kinds of plastic materials may not be injected on the same injection molding machine, and are molded in two times; After the product is removed from one set of molds, it is put into another set of molds for the second injection molding. Therefore, the general molding process is usually completed by 2 sets of molds, without the need for a special two-color injection molding machine. The rubber coating mold is mainly composed of soft rubber and hard rubber. The rubber materials commonly used for soft rubber are artificial rubber, TPE, TPU, TPR, etc. The hard rubber can be ABS, PC, PP, etc.
Overview of two-color mold and rubber coated mold:
The positioning of hard rubber parts shall be paid attention to in the design of the rubber coating mold. It is necessary to achieve the pull sealing and have a reverse slope hole on the rubber parts to prevent the plastic deformation. The two-color mold is increasingly popular in the market at present. This process can make the product look more beautiful, and it is easy to change colors without spraying, but the cost is expensive and the technical requirements are high.
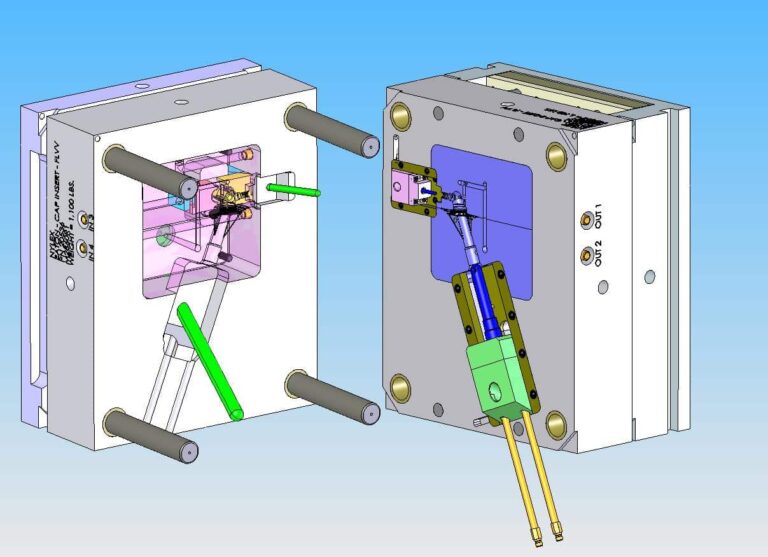
1. The two shapes of the front die are different, forming one product respectively. The two shapes of the rear die are exactly the same.
2. The front and rear dies of the mold must be aligned after rotating 180 ° in the center. This check must be done during design.
Advantages: it can be molded and processed by ordinary injection molding machines, and the investment in equipment is relatively small;
Disadvantages – it is not suitable for precision injection molding of dual material and multi material injection molding products; The molding processing cycle is relatively long, and the production efficiency is lower than that of the two-color mold;
Generally, the recommended value of the two materials is 60 ° melting point temperature difference. It is recommended to reserve at least 30 ° melting point temperature difference depending on the situation.