Two-color mold working principle
A two-color mold is a mold in which two plastic materials are injected on the same injection molding machine and molded in two parts, but the product only comes out of the mold once. So how does the working principle of two-color mold injection processing work?
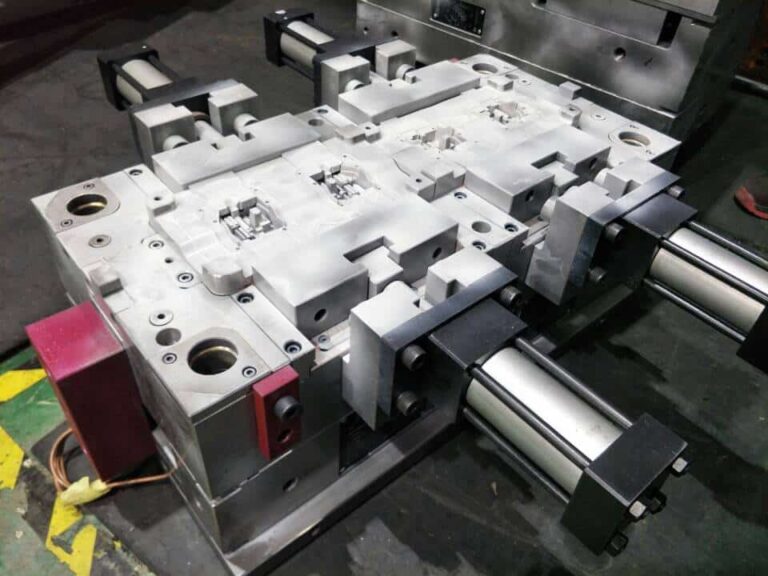
The two-color mold usually has two sets of molds, half of which are mounted on the fixed plate of the two-color mold injection molding machine, that is, the side with the injection gate. The other half of the mold is mounted on the rotating plate, which is the side of the mold ejector. When one kind of material is finished injection, the fixed and movable moulds are opened under the pulling force of the injection machine, and the primary movable mould rotates 180 with the primary product, and the movable mould does not eject at this time, then the mould is closed for injection of two kinds of materials. After cooling, the fixed and movable moulds are opened and the products are ejected from the movable mould side.

1、The two shapes of the front mold are different, molding 1 kind of products respectively, while the two shapes of the back mold are exactly the same.
2、The front and back die of the mold to rotate 180 degrees, the rotation must ensure that the front and back match. This checking action must be done when working, because this point has high requirements for mold frame positioning processing. The total thickness of the front mold panel plus A-plate should not be less than 170mm. this should be carefully checked the model of injection molding machine and other reference data.
3, in the design of the secondary injection of the mother mold, in order to avoid the secondary mother mold rubbing a good product has been molded glue bit, you can design part of the avoidance of empty. However, the strength of each sealing position must be carefully considered, i.e., whether the plastic will be deformed under the large injection pressure during the injection, which may lead to the possibility of batch front in the second injection.
4、In the injection molding, the size of the product of primary injection molding can be slightly larger, the reason is that it can be pressed tighter with another male mold in the secondary molding, in order to achieve the role of sealing glue. And pay attention to whether the flow of plastic in the second injection molding will impulse the product that has been molded once and deform its glue position? If there is this possibility, you must find a way to change it.